
خوردگی بین دانه ای در ورق استیل آستنیتی

- 5/2/1400 3/12/1401
جهت خرید ورق استیل بصورت ورق ارجینال یا کویل استیل می توانید از طریق شماره تماس : 02188175909 با کارشناسان بخش فروش توان فلز تماس بگیرید.
فهرست موضوعات
حساسیت استنلس استیل آستنیتی سنتی به خوردگی بین دانه ای
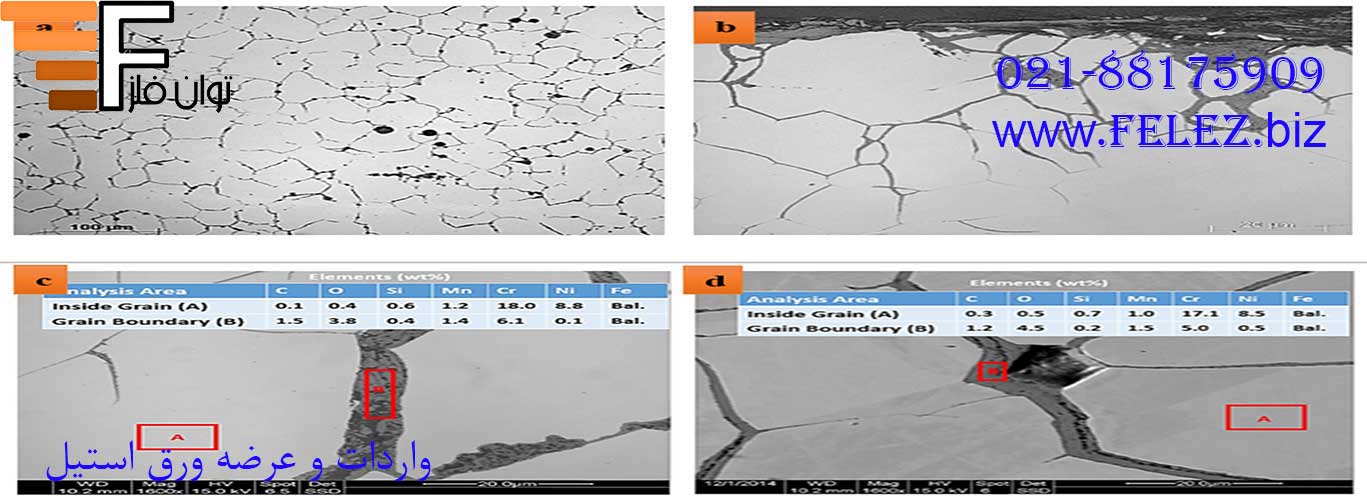
ورق استیل آستنیتی سنتی مانند ورق استیل 304 ممکن است حساس شود و در معرض خوردگی بین دانه ای قرار گیرد. در دماهای بالاتر از 1040 درجه سانتی گراد، کاربیدهای کروم به طور کامل در استنلس استیل آستنیتی حل می شوند. با این حال، وقتی که این آلیاژها به آرامی از این دمای بالا، خنک شوند یا دوباره در محدوده 425 تا 815 درجه سانتی گراد گرم شوند، کاربیدهای کروم در مرز دانه ها رسوب می کنند. این کاربیدها حاوی کروم بیشتری نسبت به ماتریس هستند. کاربیدهای کروم ماتریس در مجاورت مرز دانه رسوب می کند. اگرچه کروم نیز از کاربید به ماتریس (آستنیت) نشر می یابد، سرعت انتشار در دمای رسوب نسبتاً کند می باشد. بنابراین، این ناحیه، خالی از کروم شده و آلیاژ به خوردگی بین دانه ای حساس می شود. این حساسیت به این دلیل اتفاق می افتد که مناطق تخلیه شده دارای سرعت خوردگی بالاتری نسبت به ماتریس در بسیاری از نواحی هستند.
اگر ورق استیل های آستنیتی سنتی به سرعت تا زیر دمای 425 درجه سانتی گراد سرد شوند، کاربیدها رسوب نمی کنند و فولادها در برابر خوردگی بین دانه ای ایمن خواهند بود. گرم شدن مجدد فولادها تا دماهای 425 تا 815 درجه سانتی گراد با هدف تنش گیری، باعث رسوب کاربیدها و حساسیت به خوردگی بین دانه ای می شود. حداکثر میزان رسوب کاربید در دمای حدود 675 درجه سانتی گراد رخ می دهد. از آنجایی که این دما، دمای معمول برای کاهش تنش در فولادهای کم کربن و کم آلیاژ است، باید در انتخاب فولادهای زنگ نزن برای استفاده در اتصالات فلزی غیر مشابه، که قرار است تنش گیری شوند، مراقبت صورت گیرد. علت اصلی حساس شدن استنلس استیل به خوردگی بین دانه ای، جوشکاری می باشد. اگرچه سرعت سرد شدن در خود جوش و فلز پایه بلافاصله در مجاورت آن به اندازه کافی زیاد است تا از رسوب کاربیدها جلوگیری کند، چرخه حرارتی جوش، بخشی از ناحیه تحت تاثیر گرما (HAZ) را محدوده رسوب وارد می کند. هنگامی که رسوب اتفاق افتاد، می توان با گرم کردن مجدد فولاد تا دمای بالای 1040 درجه سانتی گراد و سرد کردن سریع آن، رسوب را از بین برد.
جلوگیری از خوردگی بین دانه ای با تثبیت سازی استنلس استیل
با کنترل محتوای کربن یا افزودن عناصری که کاربیدهای آنها نسبت به کروم پایدارتر هستند، می توان از حساسیت به خوردگی بین دانه ای در استنلس استیل آستنیتی جلوگیری کرد. در مورد اکثر استنلس استیل های آستنیتی، محدود کردن محتوای کربن به 0.03 درصد یا کمتر، از ایجاد حساسیت در هنگام جوشکاری و بیشترِ عملیات های حرارتی جلوگیری می کند. با این حال، این روش برای از بین بردن حساسیت زایی که در اثر ماندن طولانی مدت در دماهای بین 425 تا 815 درجه سانتی گراد حاصل می شود، موثر نیست.
ورق استیل 321 با سطح 2B (نورد سرد، براق). گرید 321 فولادی ضدزنگ آستنیتی تثبیت شده برای جلوگیری از حساسیت در دمای بالا می باشد.
تیتانیوم و نئوبیوم کاربیدهای پایدارتری نسبت به کروم تشکیل می دهند و به فولادهای ضدزنگ اضافه می شوند تا این کاربیدهای پایدار را ایجاد کنند و باعث حذف کربن از محلول جامد شوند و در نتیجه از رسوب کاربیدهای کروم جلوگیری کنند. متداول ترینِ این گریدهای تثبیت شده، 321 و 347 می باشد. استنلس استیل 321 حداقل حاوی 5 × (C% + N%) تیتانیوم و گرید 347 حاوی حداقل 8 × C% نئوبیوم است. وقتی از تیتانیوم به عنوان تثبیت کننده استفاده می شود، باید نیتروژن را نیز مدنظر قرار داد، نه به این دلیل که رسوب نیترید کروم در فولادهای آستنیتی مشکل ایجاد می کند، بلکه به این دلیل که نیترید تیتانیوم بسیار پایدار است و تیتانیوم اضافه شده را نیز تخلیه می کند. تیتانیوم با تمامی نیتروژن ترکیب خواهد شد، بنابراین، هنگام تعیین مقدار کل تیتانیوم مورد نیاز برای ترکیب با کربن، این واکنش بایستی در نظر گرفته شود. گریدهای تثبیت شده در مقابل گریدهای کم کربن با قرار گرفتن به مدت طولانی در دماهای 425 تا 815 درجه سانتی گراد، نسبت به حساسیت مقاومت بیشتری دارند و ترجیح داده می شوند. همچنین این گریدها در صورتی که سرویس در معرض قرارگیری در این دما باشد، برای دستیابی به حداکثر مقاومت در برابر خوردگی بین دانه ای، تحت عملیات حرارتی تثبیت کننده در حدود 900 درجه سانتی گراد قرار می گیرند. هدف از این عملیات حرارتی، حذف کربن از محلول در دمایی است که در آن دما کاربیدهای تیتانیوم و نئوبیوم پایدارند، اما کاربیدهای کروم این چنین نیستند. چنین عملیات هایی، از ایجاد کاربید کروم در هنگام قرار گرفتن فولاد در دماهای پایین جلوگیری می کنند.
شکل محصولات و استانداردهای گریدهای استنلس استیل 321 و 347
| استاندارد و گرید | شکل محصول |
|
ASTM A479 TP321 ASTM A479 TP347 |
میله |
| ASTM A240 TP321 ASTM A240 TP347 |
پلیت، شیت، استریپ |
| ASTM A249 TP321 ASTM A249 TP347 |
لوله های جوشی |
| ASTM A213 TP321 ASTM A213 TP347 |
لوله های بدون درز |
| ASTM A312 TP321 ASTM A312 TP347 |
لوله های جوشی و بدون درز |
| ASTM A182 F321 ASTM A182 F347 ASTM A965 F321 ASTM A965 F347 |
قطعات آهنگری |
| ASTM A376 TP321 ASTM A376 TP347 |
لوله های بدون درز |
| ASTM A358 TP321 ASTM A358 TP347 |
لوله های جوشی |
| ASTM A403 WP321 ASTM A403 WP347 |
اتصالات جوشی و بدون درز |
| ASTM A409 TP321 ASTM A409 TP347 |
لوله های جوشی |
| ASTM A813 TP321 ASTM A813 TP347 ASTM A814 TP321 ASTM A814 TP347 |
لوله های جوشی |
| ASTM A269 TP321 ASTM A269 TP347 |
لوله های جوشی و بدون درز |